Gestion de l’écart relatif au traitement thermique de détensionnement de soudures

Saint Marcel - Stockage des générateurs de vapeur EPR de Flamanville 3 sous atmosphère controlée © Framatome, Adrien Colomb
Saint Marcel - Stockage des générateurs de vapeur EPR de Flamanville 3 sous atmosphère controlée © Framatome, Adrien Colomb
Dans le cadre de la mise au point de nouveaux développements industriels, Framatome a mis en évidence à l’été 2019 le non-respect de plages de températures lors de l’application de certains traitements thermiques locaux de détensionnement (TTD) réalisés sur des joints soudés de générateurs de vapeur et de pressuriseurs. Ces traitements thermiques visent à relâcher les contraintes résiduelles de soudage et obtenir des caractéristiques mécaniques appropriées au joint.
Un procédé particulier de traitement thermique est concerné par cet écart : il s’agit d’une méthode utilisant des moufles équipés de résistances électriques.
Les travaux menés par une équipe d’experts ont permis de caractériser les causes, d’en définir les conséquences et de rassembler les éléments permettant d’assurer que l’intégrité des composants concernés n’est pas remise en cause. Des études complémentaires et des essais se poursuivent pour détailler cette analyse.
Le non-respect des plages de températures constitue un écart au référentiel technique de fabrication. Au fur et à mesure du travail d’identification des pièces concernées par cet écart, Framatome a informé les exploitants concernés, en France comme à l’étranger.
Framatome a engagé un programme visant à consolider les connaissances des performances des autres procédés de TTD locaux mis en œuvre sur les équipements fournis par Framatome, à la fois en usine et sur chantier.

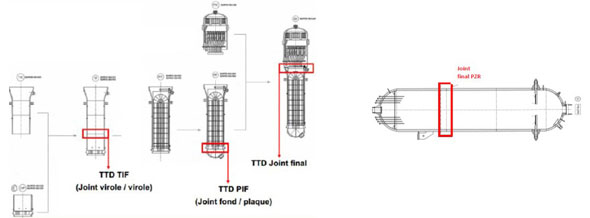
Traitement thermique de détensionnement (TTD) local appliqué au joint final d’un générateur de vapeur
Questions fréquemment posées
Le but d’un traitement thermique de détensionnement (TTD) est de porter la zone où a été effectuée une soudure (joint soudé ou revêtement) à une température donnée pendant un temps donné afin de relâcher les contraintes de soudage et d’obtenir des caractéristiques mécaniques appropriées pour la pièce. Le code industriel RCC-M (Règles de Conception et Construction Mécanique) fixe les critères de température, soit une plage entre 595°C et 620°C.
Il existe deux types de traitements thermiques de détensionnement : l’un appliqué sur un composant complet en plaçant celui-ci dans un four, l’autre agissant localement, soit par un procédé utilisant l’induction, soit en utilisant un chauffage par résistances électriques.
Lorsque la dimension le permet, les TTD sont réalisés dans un four. C’est le cas des cuves, des couvercles de cuve et des sous-ensembles de générateurs de vapeur et de pressuriseurs.
Lorsque la dimension de l’équipement ou du sous-ensemble ne permettent pas un traitement en four et/ou à certaines étapes de fabrication, il est nécessaire de procéder à un traitement local.
Le procédé concerné par un écart est celui utilisant des résistances, et mis en œuvre avec des moufles équipés de lacets électriques.
Framatome a fait le choix d’utiliser une technique à l’état de l’art, et a choisi d’industrialiser au début des années 2000 un procédé local de TTD développé par des experts de la thermie. Ce procédé permet de traiter l’ensemble des conceptions des équipements (géométrie des pièces notamment).
Les données issues de simulations de traitements thermiques de détensionnement (TTD) locaux réalisées fin août 2019 ont mis en évidence le non-respect de la plage de température, de 595°C à 620°C, spécifiée dans les procédures de traitement thermique applicables en atelier et qui répondent aux exigences du code industriel RCC‑M. Ce non-respect des températures constitue un écart au référentiel technique de fabrication.
Suite aux analyses réalisées par les équipes d’ingénierie de Framatome, EDF et Framatome ont transmis à l’ASN des justifications montrant que l’intégrité des équipements n’était pas remise en cause.
L’ASN a publié le 24 octobre sur son site une note d’information « Ecart de fabrication chez Framatome : traitement thermique de détensionnement des soudures » précisant que les réacteurs concernés peuvent continuer à fonctionner en l’état et que les contrôles nécessaires au traitement des écarts ne nécessitent aucune mise à l’arrêt de réacteur.
Du fait de ses particularités, le cas d’un générateur de vapeur du réacteur 2 de la centrale de Fessenheim a fait l’objet d’une demande complémentaire de l’ASN.
Concernant les composants neufs (en cours de fabrication ou d’installation), Framatome traite les non-conformités au dossier de fabrication et révise la documentation des équipements en conséquence.
L’écart a été identifié par les équipes de Framatome à l’été 2019 dans le cadre de simulations réalisées pour de nouveaux développements industriels. Suite à la détection de cet écart, les équipes d’ingénierie de Framatome ont d’une part identifié les composants concernés et, d’autre part, mené les analyses qui ont permis de montrer que l’intégrité des équipements n’était pas remise en cause.
Des travaux sont actuellement menés par les équipes d’ingénieurs et de techniciens de Framatome afin de mettre sous contrôle le procédé local de traitement thermique de détensionnement. Ces travaux comprennent la mise en œuvre de simulations numériques et physiques.
Framatome s’appuie sur ses équipes d’ingénieurs et de techniciens, en mécanique principalement. Depuis la détection de l’écart, ces équipes rassemblent et analysent les éléments qui ont permettent d’assurer que l’intégrité en service des composants concernés n’est pas remise en cause.
Les générateurs de vapeur permettent l’échange thermique entre le circuit primaire et le circuit secondaire au travers d’un grand nombre de tubes en U inversé. Selon la puissance de réacteur, il y a trois ou quatre générateurs de vapeur par réacteur. Un générateur de vapeur mesure entre 20 et 25 mètres de haut pour un diamètre allant de 4 à 6 mètres. Il peut peser jusqu’à 525 tonnes.
Un pressuriseur maintient sous pression l’eau du circuit primaire, chauffée à plus de 300 °C. Un pressuriseur mesure jusqu’à 14 m de haut et a 3 mètres de diamètre. Il pèse plus de 140 tonnes à vide.
Courriers et note d’information de l’ASN
- 24 octobre 2019: (Information Notice) Ecart de fabrication chez Framatome – traitement thermique de détensionnement des soudures
- 2 octobre 2019: (courrier adressé à Framatome – PDF file, 137,60 Kb) Inspection relative à la conformité des matériaux entrant dans la fabrication des ESPN, Usine Framatome à Saint-Marcel (71). INSNP-DEP-2019-0239
- 1 octobre 2019: (courrier adressé à EDF – PDF file, 141,69 Kb) Contrôle des installations nucléaires de base EDF DPN/ DI sur le site de Framatome à Saint-Marcel, Inspection INSSN-DEP-2019-0267 du 18 septembre 2019. Écart relatif au traitement thermique de détensionnement local de certains joints soudés de générateurs de vapeur en exploitation
Communication d’EDF
- 18 septembre 2019: Communiqué de presse EDF (PDF file, 369 Kb) – Point sur l’écart relatif au référentiel technique de fabrication de composants de réacteurs nucléaires par Framatome
Note d’information de l’IRSN
IRSN is THe Institute for Radiological Protection and Nuclear Safety, the French public expert in nuclear and radiological risks. The following links redirect to French content.

L’écart a été identifié par les équipes de Framatome dans le cadre des démarches d’industrialisation préalables à la mise en oeuvre d’un autre procédé de TTD à St-Marcel. Il a été confirmé fin août par nos experts qui ont immédiatement engagé le travail de caractérisation de l’écart et d’identification des composants concernés.
L’ASN, l’Autorité de Sûreté Nucléaire française, a été informée dans la semaine suivant la confirmation de l’écart pour les équipements en cours de fabrication. La notification de l’écart a été faite par courrier daté du 3 septembre 2019. Framatome a informé de même l’exploitant EDF en parallèle. Des réunions de travail conjointes ont été organisées pour suivre les travaux d’inventaire et de justification.
Au fur et à mesure du travail d’identification des pièces, Framatome a informé les exploitants concernés.
Détecter des écarts et les traiter en procédant à leur caractérisation fait partie de notre métier.